Metalwork:
Ironwork
People have heated and shaped iron for about four thousand years, beginning first in China and the ancient Middle East. The book of Genesis speaks of “Tubal-Cain, who forged all kinds of tools out of bronze and iron” (Genesis 4:22). Iron weapons were found in the tomb of the Egyptian pharaoh Tutankhamen, dating from 150 B.C. However, not all cultures invented metalworking, and even in Tutankhamen’s time iron, which requires much hotter temperatures to produce, was rarer than gold. Wherever metalworking was invented, the introduction of metal tools made possible the development of many other crafts, such as woodworking, and metal weapons revolutionized warfare by making it much more deadly.
In the mythologies of many peoples, blacksmiths were considered powerful, sometimes magical, beings. Among the Greek gods on Mount Olympus was the blacksmith Hephaestus (later known to the Romans as Vulcan). Thor, the Norse god, was a blacksmith who hurled his hammer to make thunder.
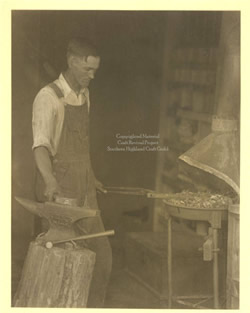
The basic blacksmithing tools used today – the hammer, the anvil, and fire – have remained almost unchanged since the Middle Ages. Hammers come in a variety of sizes and shapes, some designed to be swung while others are “set” on the piece and struck with a sledge wielded by an assistant (the striker). In a small shop there is usually one anvil, but it is capable of serving many different functions. The flat face of the anvil is used as a base against which to hammer metal into various shapes. The square hole near the rectangular end of the anvil, called the hardy hole, is used to give clearance to allow a punch to be hammered clear through a piece of metal as, for example, when punching nail holes in a horseshoe. It can also hold round-shanked tools. This is usually a slightly convex area stepped down between the face of the anvil and the horn, which provides a transition between the flatness of the face and the roundness of the horn. The horn is used to bend metal into circles or arcs of varying sizes and can also be used to speed up the drawing out process, since the round surface of the horn acts like a lens to focus the energy of the blow.

The specialized fireplace that holds a blacksmith’s fire is called a forge. The fire is made very hot by a concentrated flow of air from a bellows or blower. For some operations, metal must be heated to over 2,000 degrees Fahrenheit. Fire is not commonly thought of as a tool as it cannot be held, but fire is immensely important and difficult to use. For each process performed by the blacksmith, the metal must be at the right temperature, neither too hot nor too cold. The color of the metal changes as it is heated, so the blacksmith must learn to distinguish between graduations of the color in the heated metals, from the pale yellow through purple, blue, gray, dull red, sunrise red, cherry red, bright red, light red, almost orange, to white. Continued heating turns white to an incandescent white and then to a liquid yellow, which indicates that the surface has become semi-molten. In early times, blacksmiths used charcoal as a fuel; but with the depletion of the forests, blacksmiths turned to other energy sources, such as soft coal. Due to its impurities, coal does not burn hot enough for iron work. Therefore, the smith converts coal into coke by stacking it around the sides of the fire and burning out the impurities. Coke is to coal as charcoal is to wood. The coke is then raked into the center of the fire and burned to produce the required heat.
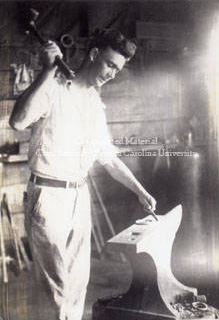
Woodworkers shape their raw material by removing some of it, but iron, while hot, is a plastic medium that can be shaped with little or no material being lost. The blacksmith works iron in much the same way that a potter works clay, except that the artisan’s contact with the material is not directly through the hands, but indirectly through tools. The hammer takes the place of a thumb, the anvil becomes analogous to a forefinger, and the iron is squeezed between them. All blacksmithing is accomplished with a few basic methods of shaping the metal. By drawing, the smith can make the metal longer while at the same time reducing its circumference. This process is similar to rolling a lump of clay into a snake. Tapering the metal is similar to drawing, but the end of the piece is drawn down to a point. This process is used to make teeth for rakes, wedges for splitting and nails. Upsetting is a technique used to make metal larger in diameter. The metal is hammered back on itself, which shortens its length but increases its diameter. In riveting, a metal pin is inserted through a hole and upset on both ends. Riveting can be done either hot or cold, depending on the purpose that the rivet is to serve. If, for example, a rivet is used as the pivot for a pair of tongs, it is done hot since as it cools it will contract slightly and leave enough clearance for the tongs to rotate smoothly. If the pieces to be riveted do not have to move, then it can be done cold as the rivet will expand to hold the pieces tightly together. Bending the metal enables the smith to fabricate new things and straighten old things that have been bent out of shape. When heated, metal is quite flexible and can be beaten by the hammer into many shapes. Slitting, punching and drifting are used to make holes in metal. Although drills have been around for a long time, blacksmiths prefer to punch or to slit and drift. Holes made in those ways are much stronger than drilled holes, because they remove very little metal from the piece. When a hole is drilled the amount of material removed is equal in volume to the size of the hole. A punch driven through hot metal removes only a tiny pug of metal that is much less in volume than the size of the hole. A slit and drifted hole loses virtually no metal. A chisel is used to make a thin slit in hot metal, then a drift (a cold piece of metal) is driven all the way through to open up the hole. Forge or fire welding fuses together pieces of hot metal. This process, one of the most frequently used kinds of welds, allows a smith to combine short pieces to make longer ones. In the past, labor was cheaper than iron, so it was economical to utilize all scrap metal. The ends of the two pieces of metals are first hammered into special shapes called scarfs. When these ends are hot enough, a flux is applied. Borax and crushed dirt-dauber nests are two traditional fluxes. Flux helps to clean the metal and protect it from the formation of oxides, which would make the welding difficult, if not impossible. When the color of the metal indicates that welding temperature has been reached, the smith takes the pieces out of the fire, raps them to clean them off, overlaps the scarfs and hammers them together.
A blacksmith is a shaper of iron or steel, but where does the metal come from? Today’s blacksmith orders it from a factory, but in the past, much iron was made locally in those areas where iron ore was found. Western North Carolina has extensive deposits of iron ore, and they were especially important in the early settlement period. During that time, the most common method of smelting usable iron from ore utilized a specialized structure called a bloomery forge. A bloomery was inexpensive to construct but time-consuming to operate, and it made iron in small batches. Crushed iron ore and charcoal were laid alternately in its firebox. When the ore melted, it formed a spongy, semi-molten mass containing both iron and slag, called a bloom. The bloom was then beaten with 750-pound, water-powered hammers to drive out the impurities and pockets of gas bubbles. The resulting bar of pounded iron was locally called a ham. Bloomeries were especially prominent in the Hanging Dog section of Cherokee County, where the iron industry occupied many of the earliest settler families such as the Fains and the Lovingoods.

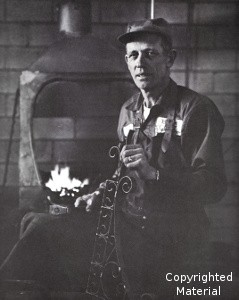
The settlement of America during the 17th and 18th centuries brought many skilled artisans to the frontier. Perhaps the most important of these was the blacksmith, who made the tools for most of the other tradesmen. The blacksmith made plows, hoes, rakes and other implements for the farmer; shoes for horses, mules and oxen; tires for wagons; hammers, chisels, plane irons and nails for carpenters; pots, pans and utensils for cooks; guns and traps for hunters; and knives for everyone. North Carolina’s legislature believed that iron production was an essential step toward industrial development. A 1788 law promised prospective iron manufacturers that, if they could make 5,000 pounds of iron within three years of beginning production, the state would grant them 3,000 acres of forested land. Such large tracts of timber were needed to supply the trees to be charred into charcoal. During the 19th century, a blacksmith was an extremely valuable member of the Appalachian community. North Carolina’s Civil War governor, Zeb Vance, was petitioned to reassign a drafted blacksmith back to his community in Watauga County so that farming and other work could continue. In sparsely settled rural mountain areas, full-time blacksmiths were few in number. Many farmers had their own anvil and forge to make and repair tools, becoming blacksmiths out of necessity. Almost all towns, and many country crossroads, had a blacksmith. This pattern of the blacksmith as specialist in the towns, and Everyman as blacksmith in the country, continued well into the 20th century when inventions such as the electric welder and the automobile spelled the end of the old-time village blacksmith and of the farmer’s smithy in his barn.
- H. Tyler Blethen, David Brewin, Suzanne Hill McDowell
Originally published as Irons in the Fire by the
Mountain Heritage Center, Western Carolina University, 1992
Used with permission of the Mountain Heritage Center
See More: Ironwork, Blacksmiths



